










 WORKNC 3 + 2轴精加工
WORKNC 3 + 2轴精加工
WORKNC具有一系列的精加工策略可以满足用户所有的精加工要求。
优势一览
- 众多的高精加工策略选择;
- HSM优化高速切削加工的刀路;
- 螺旋下刀防止切入刀路过大;
- 刀路转换提高加工的光洁度;
- 碰撞检测;
- 边缘避让选项可有效的避开倒角区域;
- 对工件所有的加工区域进行优化。
在进行高速加工时所有的精加工刀路,比如转角优化、垂直进刀和环岛加工等都是为了确保更高的加工质量,在所有的精加工策略中,碰撞检测的优势得到了明显的体现。
WORKNC拥有超过20种的精加工策略,在目前的CAD/CAM市场上具有综合性的优势,不管用户需要加工的工件有多复杂,都可以在这些精加工策略中找到最适合自己的。
下面是一些主要的精加工策略:
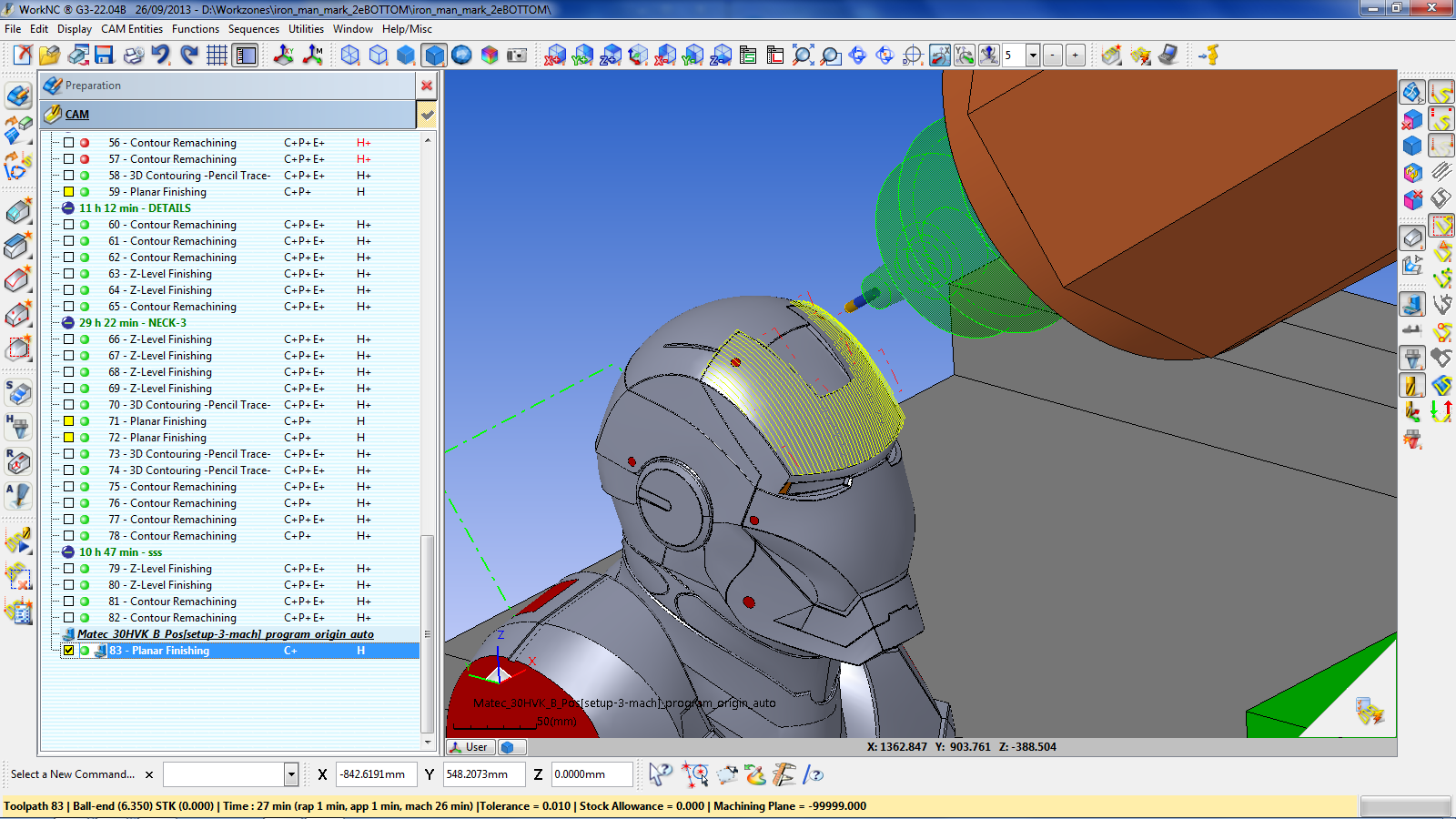
等高精加工
该加工策略是针对侧壁较为垂直或者曲面工件的一种精加工方式。等高精加工是采用平滑环绕螺旋沉降刀路的精加工方式。该策略采用斜向进刀可以在提高加工质量减少加工时间的同时避免在工件上产生划痕。
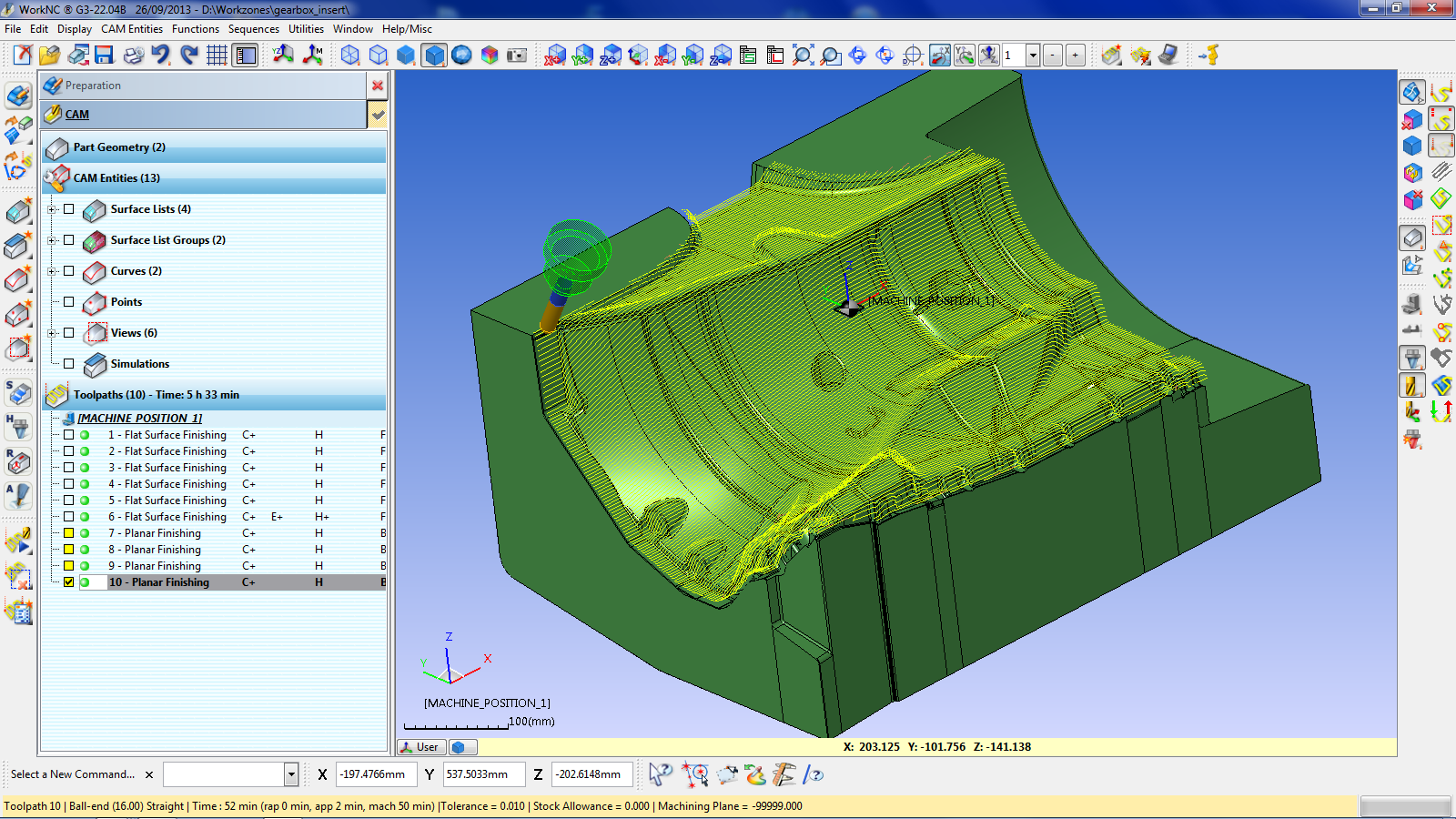
投影精加工
投影精加工是一类标准的精加工策略,在WORKNC中适用于面积较大的材料加工。它最适合用于工件中高度差较小的部分,可以避免相邻两条刀路间因斜面导致的加工不到位。半径切出切入可以在两段刀路间平滑过渡,保证切向延伸的边缘部分都能完全覆盖,避免留下尖点,保证加工到位。
最佳等高精加工
最佳化等高加工功法是在等高精加工功法的基础上开发而成,等高精加工功法将整个工件中较为垂直的区域加工完成,而最佳化等高加工则针对较为平坦的区域进行投影式的加工,补正了等高精加工没有加工到的区域。
最佳投影精加工
最佳化投影加工功法是在投影精加工功法的基础上开发而成的,由于投影加工的方向有一定的限制,使得加工中会出现一定的加工死角,使得整个加工品质得不到相应的保证,而最佳化投影加工,在先前的投影精加工完成后,自动的找出未加工的加工死角,针对该区域进行优化加工,补正投影式精加工的功法。
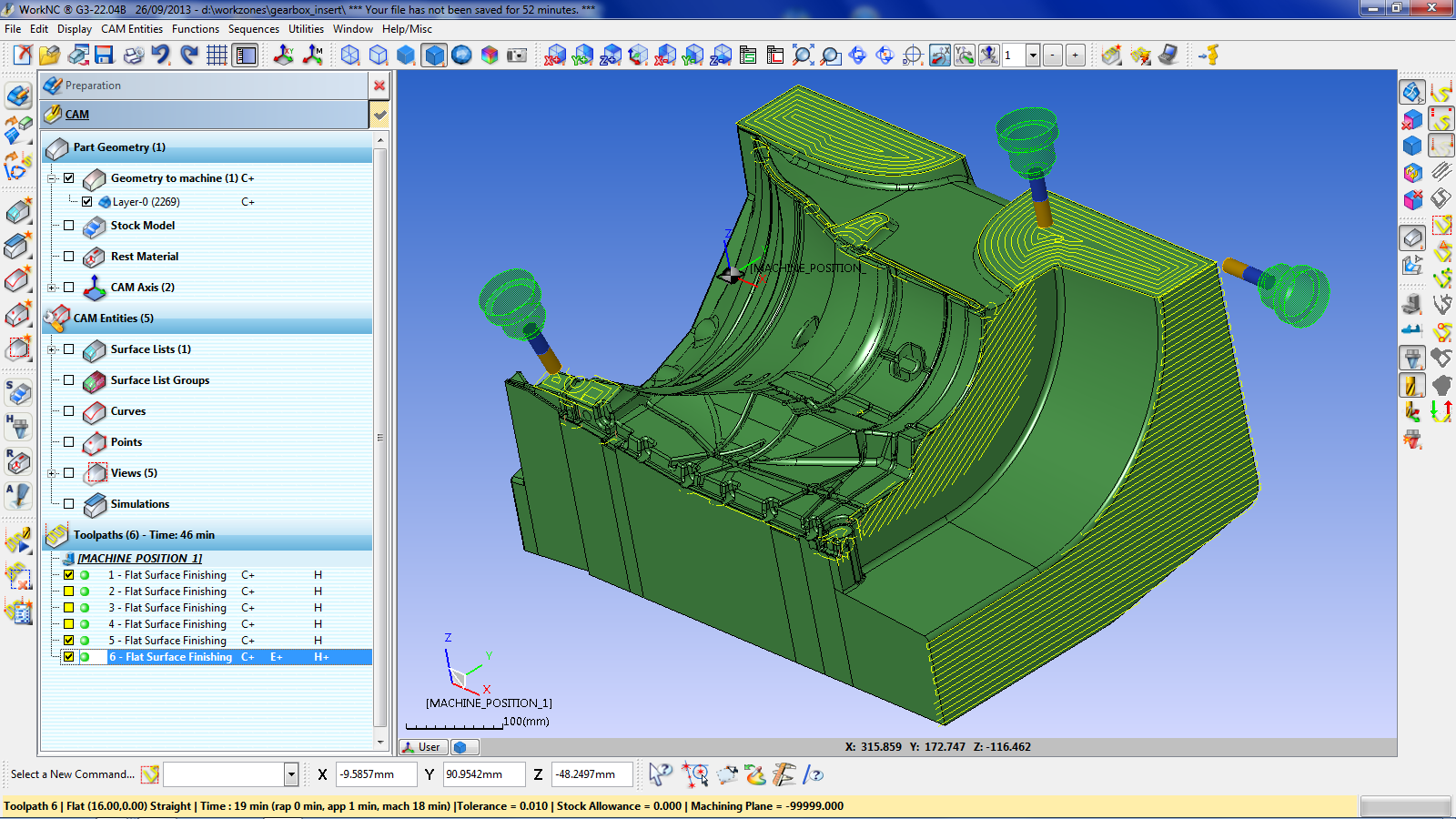
平面精加工
平面精加工功法是可以自动的提取出整个工件上所有平面的区域,针对所有平面的区域进行的加工,允许用户分层对平面区域进行切削,并且对侧壁有相应的保护尺寸设定,同时支持仅对侧壁区域的单刀轮廓加工。
3D沿面精加工
3D沿面精加工指在加工工件时,刀路会沿着指定的驱动线进行加工,它适用于加工各种材料,并保证刀路在各个方向的步距保持一致,螺旋式进刀确保切削的连续和表面的光洁度。
3D精加工
这是一个新的高质量的精加工策略,在这个加工策略中刀路可以自动转换以适应已经选定的表面轮廓,同时螺旋式转换刀路使得3D精加工策略可以以最小的步距和进刀。保证了工件的最佳光洁度。3D精加工策略是专门为加工对表面光洁度有要求的特定区域设计的。
ISO精加工
这也是一个全新的策略,在ISO策略中用曲线来确定起点和切削方向,而所选曲面的ISO参数决定刀轨 。这是一个更专业的刀具路径,提供了高度的光洁度。
全局精加工
全局精加工策略指用一个连续的刀路加工整个工件或者工件的特定区域,从而最大限度地减少抬刀,其目的是使刀路有规则地沿Z轴加工,如加工电极,型芯型腔模具等等。
控制两条曲线精加工
控制两条曲线精加工功法通过两条任意的边界线的设定来定义整个加工的区域,所定义的线段可以是敞开货封闭加工的路径分别有垂直于两条线和平行于两条线供用户选择使用。
优化混合等高精加工
此加工策略混合了等高精加工的加工方式和最佳化等高精加工的策略,使得两种加工策略合二为一。这意味着只需一次设定和一次计算就能完整的刀路。
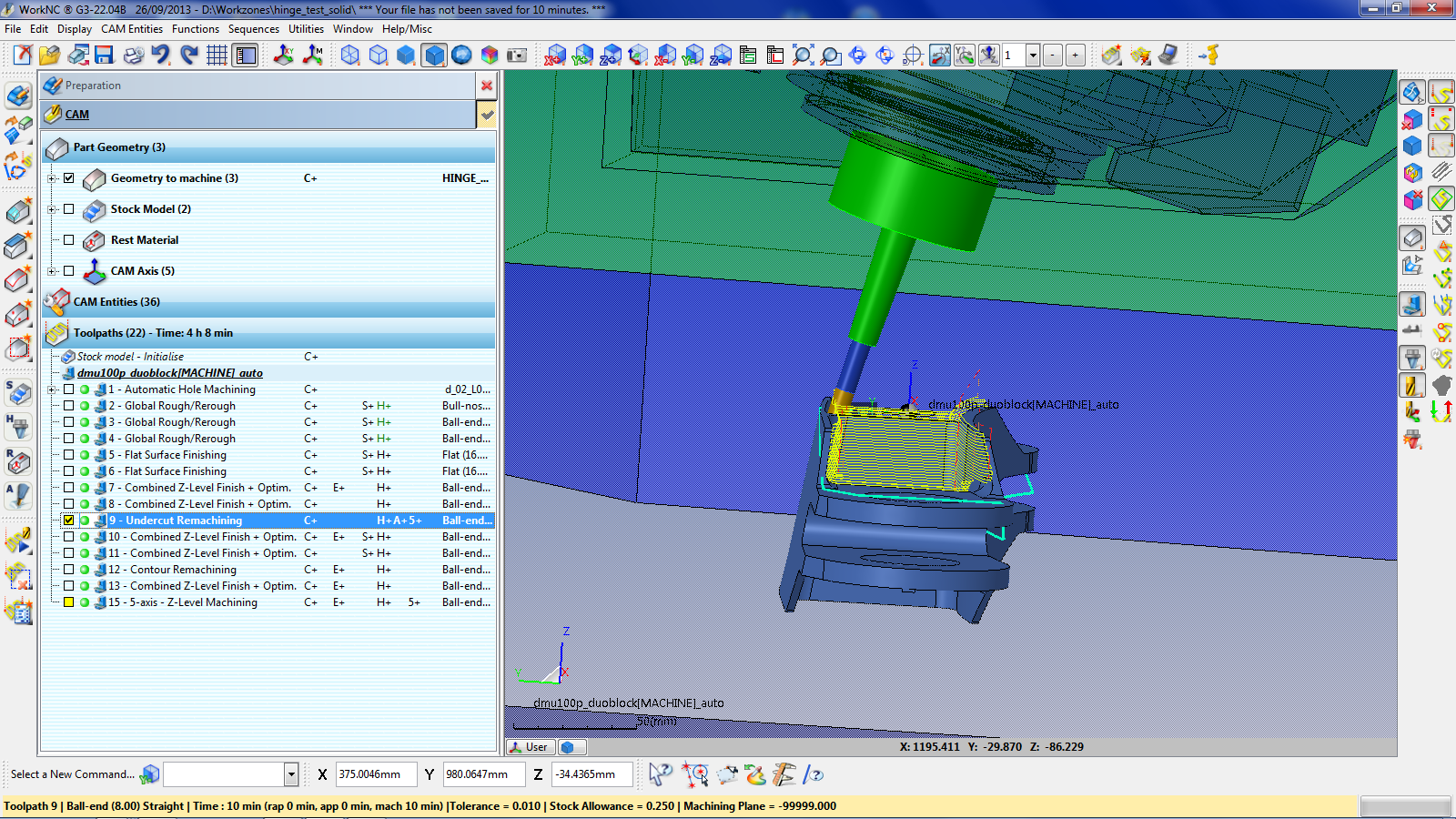
倒扣面加工
倒扣面加工是使用棒棒糖类型的刀具采用3轴3+2轴设备或者5轴设备对工件的倒扣区域进行精加工的策略。通过此策略,可自动识别工件中3轴加工所不能加工到位的区域,并对此区域进行加工,无需用户自行寻找和定义。
螺旋/辐射式精加工
螺旋辐射式精加工功法是针对工件曲面表面进行螺旋式或辐射式走刀方向的精加工加工方式,通过设定的一个下刀点,可以定义出螺旋式加工或辐射式加工的螺旋中心或辐射中心,产生的是固定间距的螺旋路径,在平面方向的路径间距是固定的。
薄壁加工
在加工石墨或紫铜电极时由于材料比较脆弱,在切削小型薄壁型电极时,往往会有崩裂、破碎等情况的产生,用传统的粗加工后再做精加工的方式来做并不合适,容易产生此种现象。WORKNC专为此种情况设定了特殊的加工方法,粗加工和精加工同时进行。在等高层降的过程中,做完一层的粗加工,立刻做该层的精加工,以保证加工工件不至于破裂。
边界线精加工
边界线精加工功法是专门为加工冲压模具刀口而开发的,通过设定的曲面上的刀口线,针对于该线在一定尺寸范围内进行等距的切削加工。
沿一条曲线精加工